1 / 5
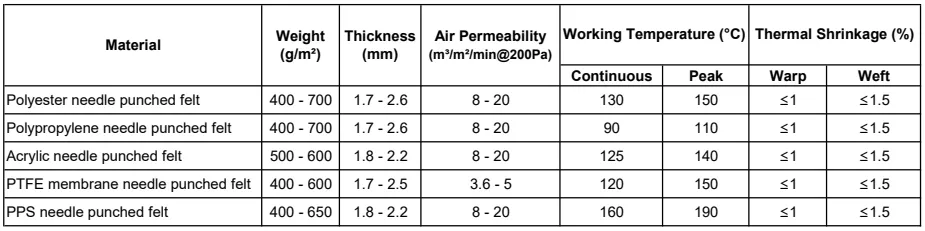
Our normal temperature needle punched felts are the benchmark in combining exceptional temperature resistance with outstanding air permeability and dust-cleansing capability. Esteemed across industries such as steel manufacturing, cement production, the chemical sector, and food processing, these felts consistently deliver impeccable performance and unmatched reliability, securing their status as the premier choice for demanding applications.
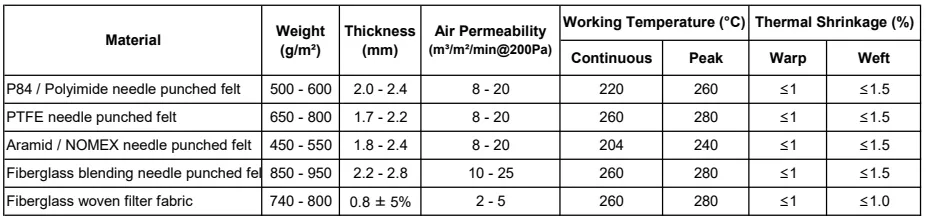
High-temperature: These high-temperature needle punched felts are intricately crafted from premium heat-resistant fibers, augmented with advanced treatments like heat setting, singeing, and calendaring. With operational efficacy in temperatures ranging from 180-260ºC, these materials epitomize the zenith of filtering solutions, offering unparalleled corrosion and wear resistance. Ideal for shielding and enhancing performance in hostile environments exposed to acids and alkalis, these fabrics are the ultimate choice for essential industrial applications.







We stand as a luminary in the sphere of high-tech innovation, with an impassioned dedication to pioneering research and the creation of inventive dedusting and liquid filtration solutions. Our unparalleled expertise in intricate design, precise manufacturing, dynamic sales strategies, and service excellence fortifies our leadership and distinctly sets us apart in the industry.
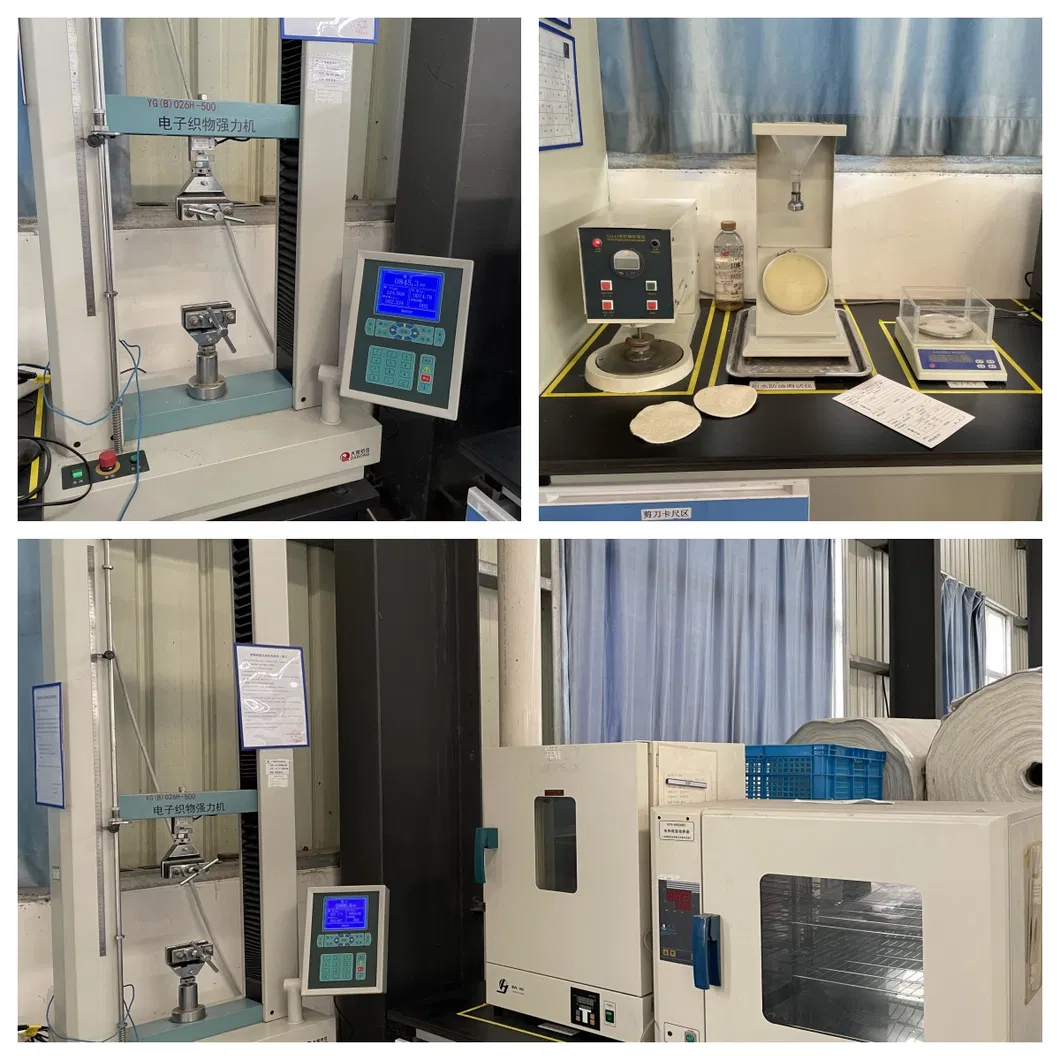
Our relentless quest for flawlessness propels us to continually enhance our offerings and broaden our horizons through strategic alliances with prestigious institutions. By investing substantially in state-of-the-art equipment and cultivating an environment of ongoing skill enhancement, we ensure the premium quality and reliability of our products, consistently setting new benchmarks of excellence within the industry.
Our expansive 67,000 M² facility, supported by a notable 22 million USD investment, is dedicated to the pioneering research, production, and distribution of premium filtration fabrics, filter bags, and bag cages. Our versatile and dependable products are vital across diverse industries, such as coal-fired power plants, steel manufacturing, road construction, and petrochemical sectors, in addition to liquid filtration and industrial dedusting applications, consistently delivering outstanding performance and reliability.
Our corporate ethos is firmly anchored in an unyielding commitment to science and technology, with a defined mission to rejuvenate national industries and establish a globally renowned brand. Our service philosophy of 'customer first, win-win situation,' fuels our unwavering dedication to advancing filtration technology. We wholeheartedly embrace innovation and a pioneering spirit, consistently pushing the boundaries to achieve groundbreaking scientific and technological breakthroughs.